

Линии «ФК-1»
- Производительность на панели 1550 мм - 4 готовых панелей /мин
- Мощность приводов - 25 кВт
- Габариты (ДхШхВ) - 10 х 1,5 х 1,7 м
- Коллличество обслуживаемого персонала - 1 чел
ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ СПЕЦИАЛИСТА
Отправьте запрос, и наши специалисты свяжутся с вами в течение 15 минут
Фасадные металлические панели - востребованный фасадный материал, широко используемый для облицовки в составе вентилируемых фасадов. Их основные достоинства заключаются в легкости, прочности, простоте монтажа, огнестойкости и презентабельности внешнего вида.
Предлагаем автоматизированное высокопроизводительное оборудование для фасадных панелей, эксплуатация которого дает возможность до минимума снизить производственные издержки и себестоимость получаемой продукции. При этом качество готовых металлокассет будет отвечать самым строгим параметрам.
Автоматизированная линия позволяет методом холодной прокатки с предварительным раскроем формировать панели заданной длины из рулона оцинкованной стальной ленты с полимерным покрытием толщиной - 0,5 - 0,8 мм в соответствии с программным заданием.
Толщина исходного металла - 0,5 - 0,8 мм.
Коэффициент использования металла (Полезная ширина панели/ Ширина исходной ленты) - 0,8
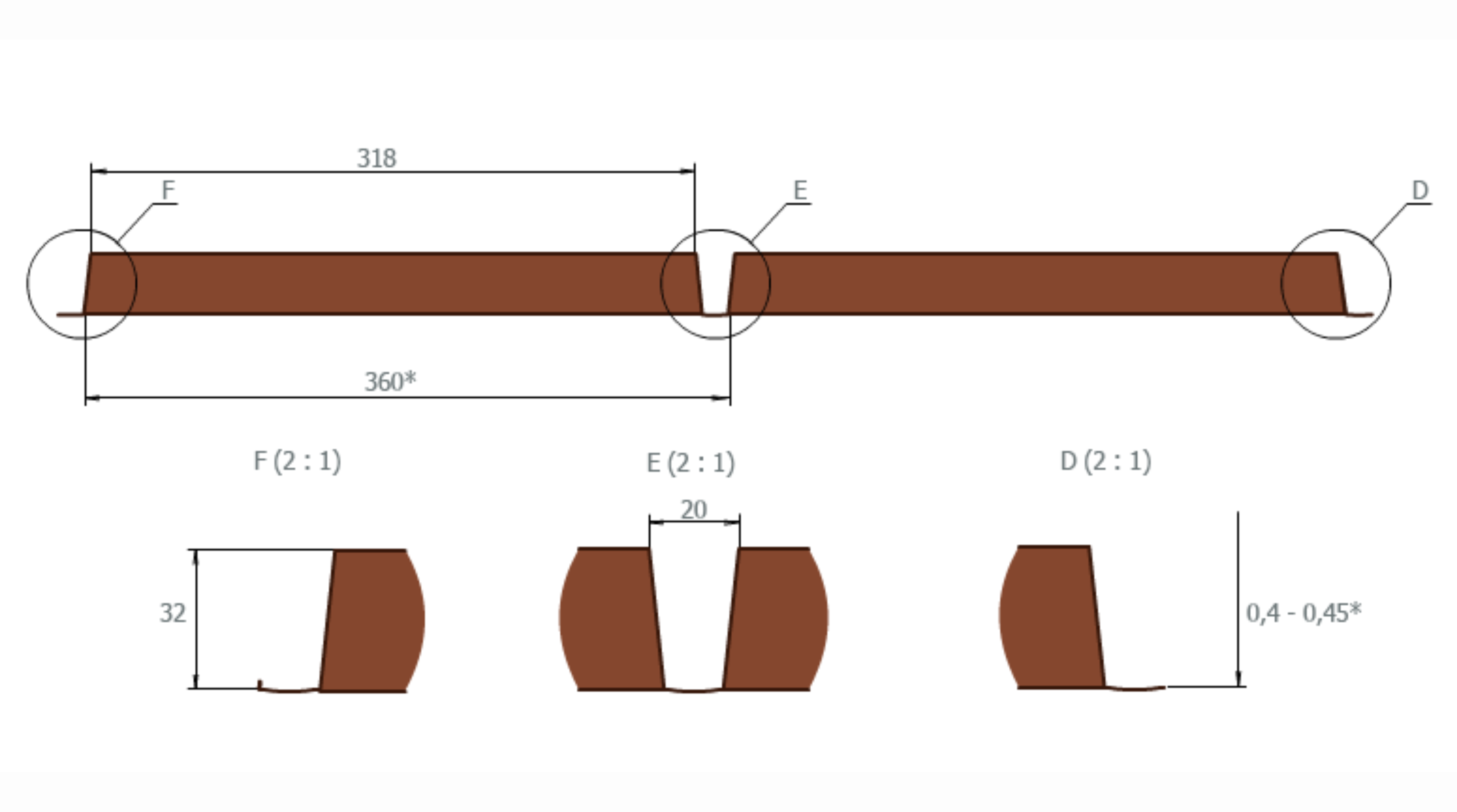
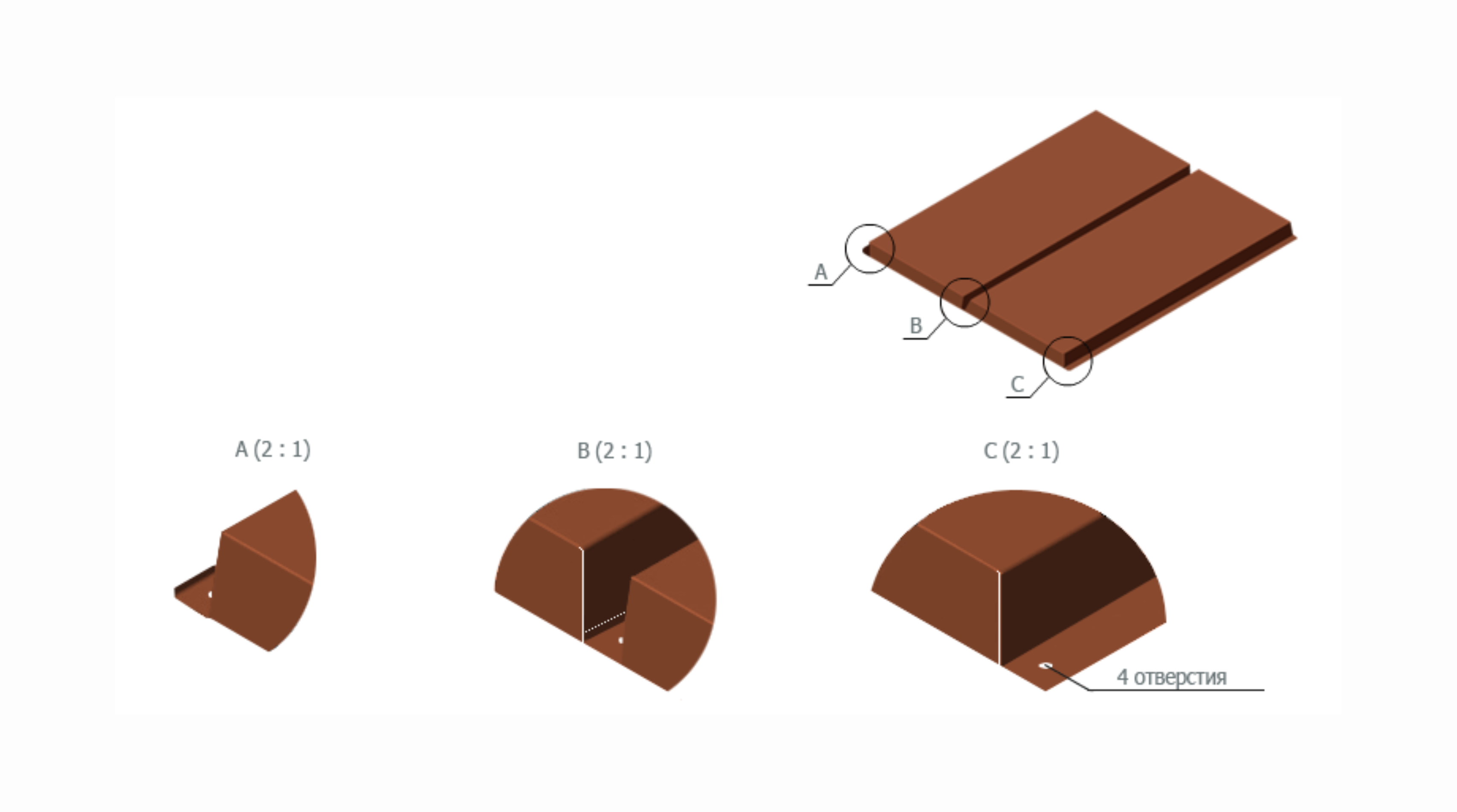
Чертеж кассеты
Прокат тонколистовой холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий (ЛКПОЦ), в рулонах, ГОСТ Р 52146-2003; марки стали – 08пс.
Требования к горячеоцинкованной основе
- Оцинкованная сталь группы ХШ, ХП – по ГОСТ 14918-80, или
- Оцинкованный прокат 220, 250, 280 по ГОСТ Р 52 246-2004.
- Допускается применять аналогичный прокат, получаемый по импорту, показатели качества и механических свойств которого соответствуют требованиям соответствующих нормативных документов.
- Толщина ленты – 0,5- 0,8 мм.
- Ширина исходной ленты - 416 ± 1 мм.
- Длина панелей – 775 и 1550 ± 1 мм.
Состав линии
- Размотчик «RS-1,5» приводной, консольный - г/п 1,5 т.
- Отрезная гильотина для смены материала.
- Подающее устройство с устройством нанесения защитной пленки.
- Пресс кривошипный 160 т, для нанесения ребер жесткости на лицевую сторону панели. Штампы для нанесения ребер жесткости.
- Пресс пробивки отверстий и угловых высечек. Прокатный стан для прокатки профиля кассеты с сервоприводом.
- Гильотина для отрезки перемычки соединяющей заготовки кассет.
- Устройство подгибки торцовый полок.
- Гидравлический привод прессов.
- Автоматизированная система управления («Delta Electronics»).
Описание работы
- Рулон металла требуемой ширины устанавливается на разматывающее устройство с собственным приводом.
- Затем лента заправляется через направляющие в подающее устройство установленное перед кривошипным прессом. Одновременно с подачей металла происходит нанесение на исходную ленту защитной пленки.
- Основной сервопривод обеспечивает пошаговую подачу ленты в зону штамповки с заданной точностью. Отход металла при вырубке накапливается в приемном бункере пресса. Автоматическая система управления контролирует тип детали, шаг подачи ленты, длину и количество производимых деталей.
- Отштампованная лента попадает в профилирующий стан, где формируется профиль требуемого сечения. Затем при помощи отрезной гильотины и устройства подгибки полок, формируется готовая панель.
Задайте нам вопрос